

[ad_1]
When designing fashions for 3D printing, the prudent designer will make sure that damaging area is minimized and that the positioning of the mannequin on the printer assists in navigating or mitigating that area. Nevertheless, any designer who has been across the block a couple of times is aware of that there’ll come a time when the usage of helps can’t be averted. With that in thoughts, this text will discover some issues throughout design to mitigate printing over damaging area and to enterprise extra in-depth on the usage of helps whereas printing.
Beginning Out
An skilled designer is aware of that simply because an thought or product may be designed doesn’t essentially imply that it may be made. There are limits in fabrication processes that can dictate what sort of designs are potential. For instance, machining works effectively for components with exterior surfaces, however surfaces on the inside might pose an issue because the software wanted to make the floor could not be capable of entry that exact geometry. The identical is true throughout the injection molding course of. Sharp angles and “hidden” surfaces are difficult to create.
These points are the rationale why 3D printing is such a robust software. Because the half is constructed utilizing an additive course of, many beforehand laborious to succeed in geometries could also be accessed with little effort. Nevertheless, there are limitations to 3D printing that the designer wants to bear in mind. These limitations are sometimes printer particular, so information of your printer’s capabilities are of paramount significance.
Printer Limitations
The primary consideration is how effectively your printer offers with overhangs. The rule of thumb is to keep away from designing overhangs the place the vertical floor angle between the vertical fringe of the decrease layers and the sting of the overhang is lower than 45 levels. Many printers could possibly navigate angles larger than 45 levels, however not all printers will probably be profitable. To grasp the overhang capabilities of your printer, please discuss with the Overhangs part of A Information to Understanding the Tolerances of Your 3D Printer.
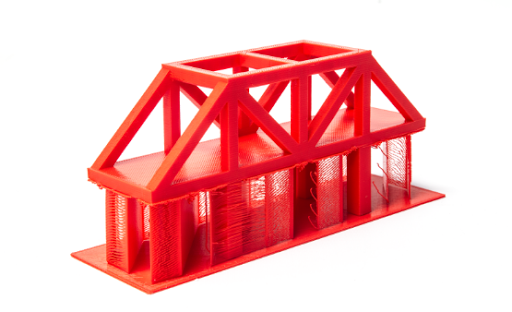
One other consideration is how effectively your printer is ready to bridge. Bridging is outlined because the printer’s skill to print a stable layer between gaps or damaging area in decrease layers with out the usage of helps. Once more, bridging is printer dependent, however rule of thumb is to maintain the bridging distance lower than 50mm. Additionally, for a bridge to be efficiently printed, there must be a decrease contiguous wall or column edge (see Determine 2) between each ends of the bottom of the bridge. Please discuss with the Bridging part of A Information to Understanding the Tolerances of Your 3D Printer for extra info and to find out your printer’s limitations.
Design Issues
Now allow us to take a look at mannequin design. When coping with overhangs, it might be potential to attain the specified type and performance by designing the half in order that the overhang is lower than a forty five diploma angle from vertical. If the designed half requires an overhang angle larger than 45 levels, then an arc or chamfer (see Determine 1) could also be utilized on the floor subsequent to the damaging area to help within the half’s printability.

Determine 1: 70 Diploma (Vertical) Angle With Radius and Chamfer
When bridging, be sure that the mannequin has base wall or column on every finish of the bridge. Additionally, bridges are direct, straight line photographs. When navigating damaging area, don’t design options or bridges with curves or angles except you’ll use helps. A printer doesn’t do effectively when transitioning from straight strains and can go away filament residue alongside the print path of the characteristic (see Determine 2).
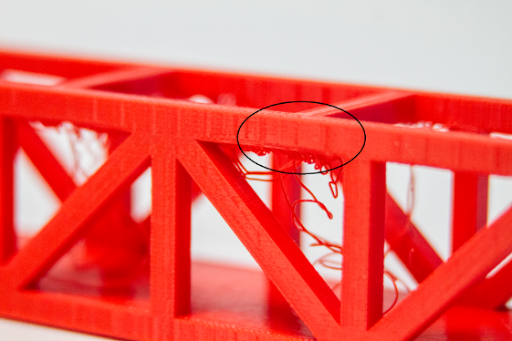
Determine 2: Bridge With No Finish Column
Lastly, a designer could want to divide or phase the mannequin into particular person printed components to be assembled upon completion. This can be extra fascinating than utilizing helps, particularly if the mannequin is multifaceted with many floor angles. A great overview of segmented designs and printed assemblies could also be discovered at Printing Outdoors the Field: Exceeding the Construct Quantity of Your Printer and MatterHackers Lab: Design 3D Printed Assemblies.
Helps
Within the prehistoric instances of desktop 3D printing (about 4 years in the past), helps had been a uncared for and missed characteristic of 3D printing practitioners. Helps had been usually tough to generate and much more tough to take away. Now, it’s a lot simpler to print with helps and removing is not any extra sophisticated than another normal ending course of. The bottom line is realizing when to make use of them and methods to set them up for printing.
Helps are used when all different strategies of mitigating damaging area have been exhausted. Creating helps is pretty straight ahead when utilizing MatterControl. When adjusting the settings in MatterControl, the “Assist Materials” part could also be positioned below the “Basic” tab below “Settings” (see Determine 3). The “Assist Materials” part reveals an inventory of choices that could be set relying on the kind of damaging area to be mitigated.
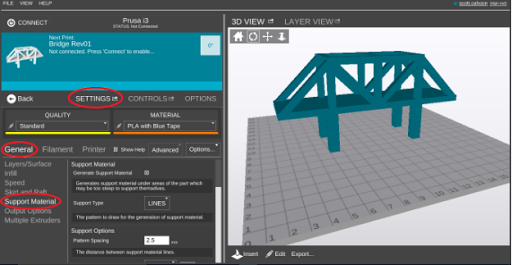
Determine 3: Creating helps in MatterControl
For instance, if the mannequin comprises many surfaces that fluctuate over a brief distance, then reducing the “Sample Spacing” will make sure that all surfaces subsequent to damaging area will probably be supported. One other instance can be the adjustment of the “Assist P.c” relying on the kind of characteristic to be supported. If the mannequin floor space subsequent to the damaging area is massive, then a better “Assist P.c” could also be required to supply a extra stable assist basis.
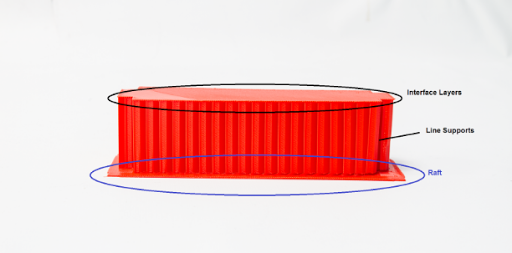
Earlier than delving into specifics, allow us to take a look at the fundamental anatomy of a assist configuration. The essential anatomy contains the kind of assist (“Assist Sort”), the interface layer (“Interface Layers”), the perimeter (“Create Perimeter”) and an optionally available raft (“Skirt and Raft”) (see Determine 4). A raft could help in mattress adhesion for the primary assist layer, however isn’t important.
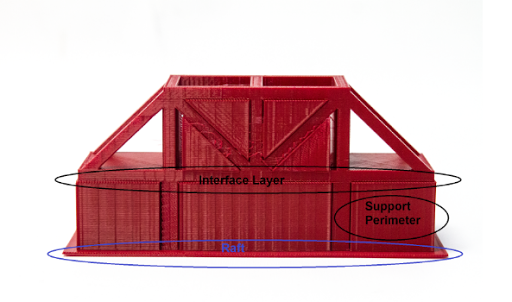
Determine 4: Interface Layer, Assist Perimeter, and Raft
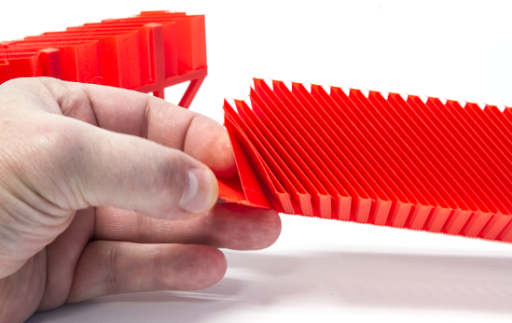
The kind of assist is nothing greater than the geometric sample of the bottom assist, e.g. strains, grid, and so forth. The interface layer is the stable layer between the highest of the helps and the underside of the half. This layer is extraordinarily useful when eradicating helps from the floor of the mannequin since all of the assist construction is related to the interface layer and can normally separate from the mannequin in a single pull (see Determine 5). The perimeter encompasses the outside of the assist footprint and offers improve stability for the assist construction. Lastly, a raft could also be included for assist mattress adhesion.
Determine 5: Discover the Easy Floor of the Interface Layers Upon Elimination
Assist Specifics
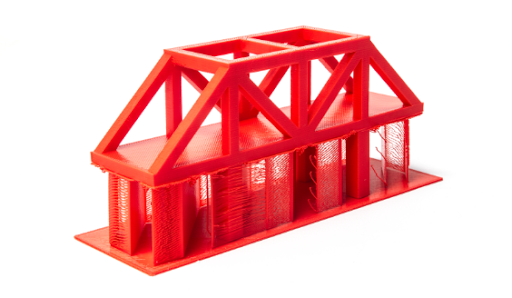
Desk 1 lists all of the settings that the designer and 3D printing practitioner could alter to assemble the specified helps. For this text seven bridges had been printed to focus on the completely different settings. Use these fashions as a information and be happy to experiment with completely different configurations to acquire the very best outcomes.

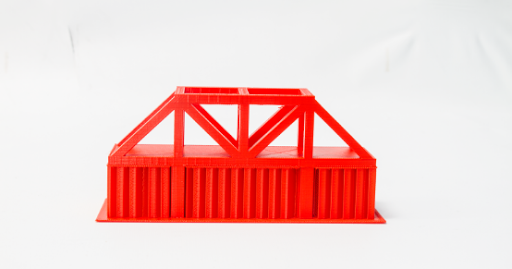
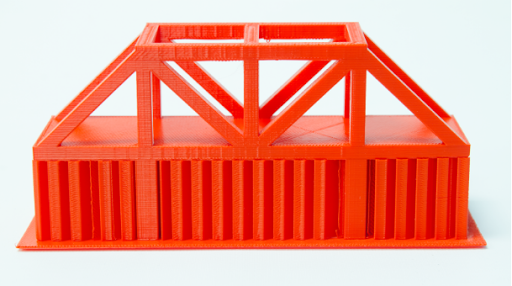
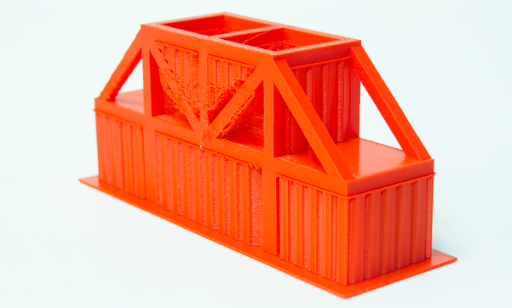
Determine 6: Bridge 1 Entrance View With 2.5mm Sample Spacing Line Helps

Determine 7: Bridge 1 Angled View
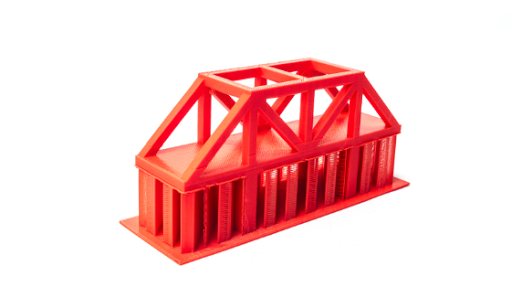
Determine 8: Bridge 2 Angled View With 5mm Sample Spacing Line Helps
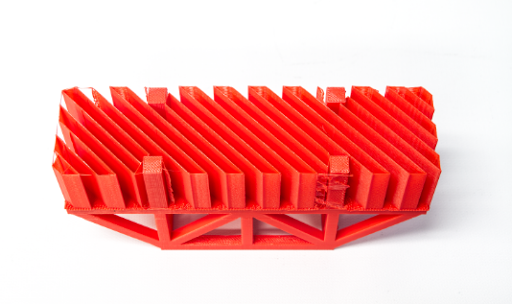
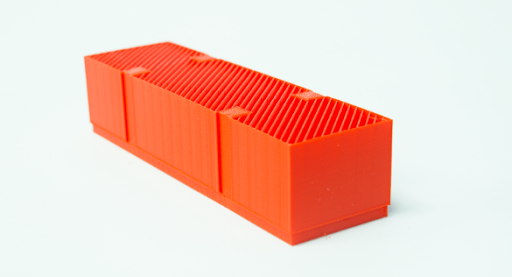
Determine 9: Bridge 2 Backside View With out Raft
Determine 10: Bridge 3 Angled View With 10mm Sample Spacing Line Helps
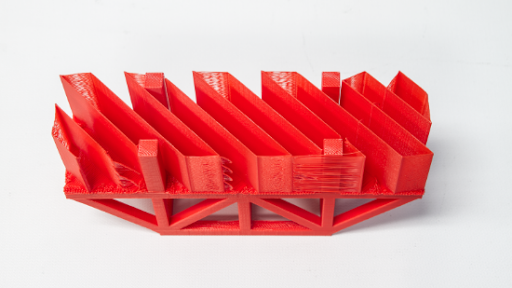
Determine 11: Bridge 3 Backside View

Determine 12: Bridge 4 Backside View With 10% Assist Share and 10mm Sample Spacing
Determine 13: Bridge Backside View With 50% Assist Share and a pair of.5mm Sample Spacing
Determine 14: Bridge 5 With No Interface Layers
Determine 15: Bridge 6 With Helps All over the place

Determine 16: Bridge 7 With Helps All over the place and Assist Perimeter
Determine 17: Backside View of two.5mm Sample Spacing of Line Helps With Assist Perimeter
From expertise, the settings which are regularly adjusted when configuring helps are “Sample Spacing”, Assist P.c”, “X and Y Distance”, “Air Hole” and “Assist All over the place”.
Adjustments in sample spacing determines the quantity of helps which are used. Normally, the spacing is much less if there are quite a few surfaces spanning a small distance within the X and Y instructions. For flatter mannequin surfaces over damaging area, the practitioner could give you the chance use larger sample spacing distances and obtain the identical desired assist impacts. Simply remember that spacing lower than 10mm permits for a good to good interface layer with a corresponding good half floor end whereas spacing larger than 10mm is commonly problematic.
Adjusting the assist share determines the density of the assist. For giant overhangs or surfaces over massive damaging areas, a better assist share could also be advisable. For small overhangs or options, a decrease share could suffice. Figures 12 and 13 present the pliability of the helps at 10% and 50% “Assist P.c” respectively.
Adjusting the “X and Y Distance” comes into play when putting helps subsequent to components of a mannequin that abut damaging area within the X and Y instructions. The default distance is .7mm and could also be elevated if outstanding options subsequent to the damaging area want to permit extra room for assist removing (see Determine 18). This can be advantageous when there are a number of floor modifications within the X and Y instructions.
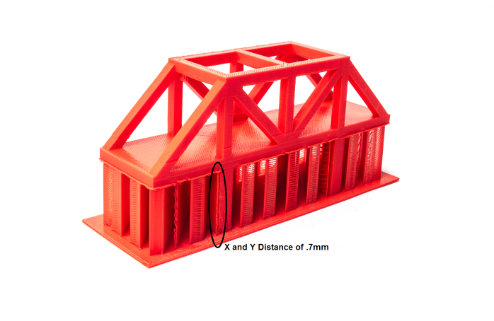
Determine 18: X and Y Distance of 0.7mm
Air gaps are the quantity of distance between the interface layer and the underside of the mannequin floor (see Determine 19). The larger the air hole, the simpler it’s to take away the assist construction. Simply remember that bigger air gaps could trigger stringing on the underside of the mannequin. The default air hole setting is .3mm.
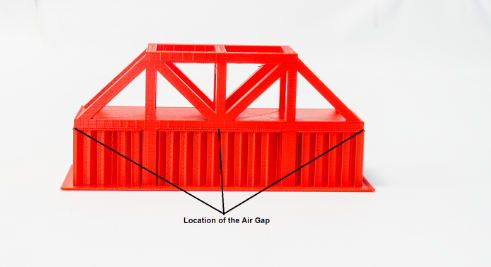
Determine 19: Location of the Air Hole
Lastly, “Assist All over the place” implies that helps are generated throughout all damaging areas within the mannequin, no matter location (see Determine 16). Consequently, helps are generated between the underside of the mannequin and the print mattress in addition to in areas in the midst of the mannequin the place damaging area exists.
To Sum It All Up
One ultimate tidbit is to acknowledge that type and performance because it pertains to design usually decide whether or not helps are needed. Normally, if a component is supposed to supply a sure perform, then usually it might be designed the place helps are usually not wanted. The designer could possibly add chamfers, radii or phase the half whereas reaching the specified performance in the long run product. Nevertheless, when type is a very powerful consideration, helps usually are needed to finish a profitable print. Be happy to experiment as you go and simply understand that helps are an support to your efforts and never a detractor. Above all else, keep in mind to have enjoyable and to benefit from the 3D printing journey.
[ad_2]