

[ad_1]
When printing, sudden challenges could come up that can should be resolved with a view to full a profitable print. Usually occasions, the suitable response to a printing subject is just not instantly obvious. This information outlines a few of the most typical points confronted by 3D printing practitioners and highlights steps which may be taken to resolve these points.
Desk of Contents
The information is organized right into a desk with the next format.
| Situation/Title | This highlights the motion of a printer or print outcome that isn’t optimum or appropriate. That is akin to a medical examination the place the physician inquires in regards to the signs or habits the affected person is exhibiting or experiencing whereas being ailing. |
| Instance Picture/Graphic | That is a picture or graphical illustration of the difficulty. |
| Situation Particulars | This gives further info on the difficulty from actions throughout printing or the outcomes upon completion. |
| Trigger and Recommended Options | This lists so as from highest to lowest chance the supply or explanation for the difficulty and instructed options to comply with for subject decision. |
Degree Your Print Mattress
In case you are particularly working into points that relate to having an unlevel printing floor, please discuss with our Anatomy of a 3D Printer: Mattress Leveling article – it has complete options for any sort of leveling system!
Click on right here: The Anatomy of a 3D Printer: Mattress Leveling

Troubleshooting Information
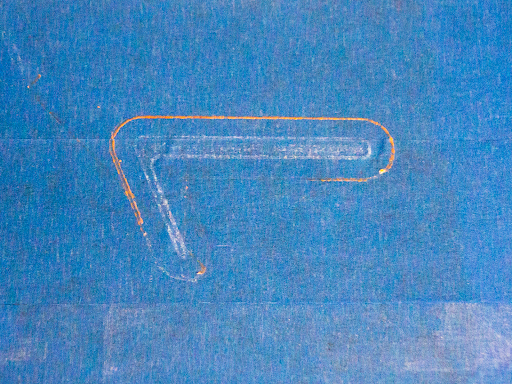
Not Extruding At The Begin Of The Print
|
Not extruding firstly of the print |
|
|
Instance Picture / Graphic |
|
|
Situation Particulars |
Print grooves left in mattress with no filament and/or flaky or intermittent traces of filament on the primary and subsequent layers |
|
Trigger 1 |
Incorrect extruder calibration/offset |
|
Recommended Options 1 |
|
|
Trigger 2 |
Clogged extruder/nozzle |
|
Recommended Options 2 |
|
Print Not Sticking To Mattress
|
Print not sticking to mattress |
|
|
Instance Picture / Graphic |
|
|
Situation Particulars |
Inadequate mattress adhesion |
|
Trigger 1 |
Mattress is just not degree |
|
Recommended Options 1 |
|
|
Trigger 2 |
Incorrect nozzle calibration/offset |
|
Recommended Options 2 |
|
|
Trigger 3 |
Improper mattress floor or settings for filament |
|
Recommended Options 3 |
|

Jammed Nozzle / Clogged Extruder
|
Jammed nozzle/clogged extruder |
|
|
Instance Picture / Graphic |
|
|
Situation Particulars |
Extruder is unable to feed filament by means of nozzle and is commonly accompanied by a grinding or “clicking” sound from the feed motor |
|
Trigger 1 |
Warmth creep for PLA |
|
Recommended Options 1 |
|
|
Trigger 2 |
Particle or carbonized filament blocking nozzle |
|
Recommended Options 2 |
|



|
Instance Picture / Graphic |
|
|
Situation Particulars |
Edge close to the underside of the print or floor adjoining to the print mattress is just not degree or flat |
|
Trigger 1 |
Supplies, e.g. ABS and Nylon could shrink upon cooling and/or curing |
|
Recommended Options 1 |
|
|
Trigger 2 |
Design of half has sharp corners or skinny areas |
|
Recommended Options 2 |
|

|
Situation/Title |
|
|
Instance Picture / Graphic |
|
|
Situation Particulars |
Layers don’t adhere to beforehand printed layers and pulls from print mattress |
|
Trigger 1 |
Print temperature is ready too low |
|
Recommended Options 1 |
|
|
Trigger 2 |
An excessive amount of layer cooling throughout and after deposition |
|
Recommended Options 2 |
|
|
Trigger 3 |
Ambient air temperature is simply too chilly and uneven |
|
Recommended Options 3 |
|
|
Trigger 4 |
Printer is printing too quick |
|
Recommended Options 4 |
|

|
Situation/Title |
|
|
Instance Picture / Graphic |
|
|
Situation Particulars |
Layers shift within the z-direction as print progresses |
|
Trigger 1 |
Printer is printing too quick |
|
Recommended Options 1 |
|
|
Trigger 2 |
There nozzle is getting caught on raised or warped sections of the print |
|
Recommended Options 2 |
|
|
Trigger 3 |
There are unfastened pulleys on the x-axis and/or y-axis |
|
Recommended Options 3 |
|
|
Trigger 4 |
Belts are skipping enamel on the x-axis and/or y-axis |
|
Recommended Options 4 |
|
|
Situation/Title |
|
|
Instance Picture / Graphic |
|
|
Situation Particulars |
Filament within the sizzling finish of the extruder continues to ooze out of the nozzle throughout non-print strikes |
|
Trigger 1 |
Sluggish extruder motion between sections of a component or multiple half |
|
Recommended Options 1 |
|
|
Trigger 2 |
Size of filament retraction is simply too brief |
|
Recommended Options 2 |
|
|
Trigger 3 |
You might be printing with PET |
|
Recommended Options 3 |
|
|
Trigger 4 |
Printer crosses gaps when shifting from one place to a different |
|
Recommended Options 4 |
|

|
Situation/Title |
|
|
Instance Picture / Graphic |
|
|
Situation Particulars |
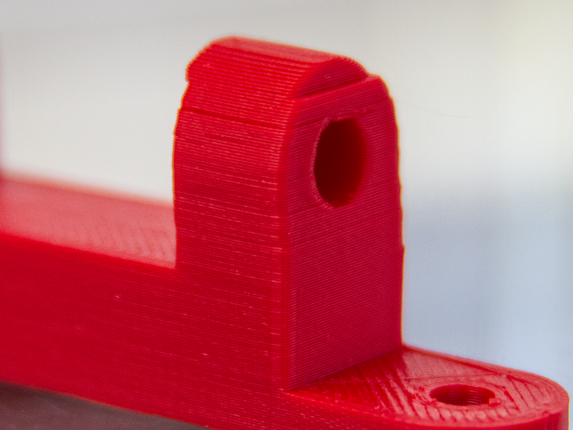
Unsupported or protruding half faces could not print correctly or not print in any respect |
|
Trigger 1 |
Design of mannequin or positioning of half |
|
Recommended Options 1 |
|

|
Situation/Title |
|
|
Instance Picture / Graphic |
|
|
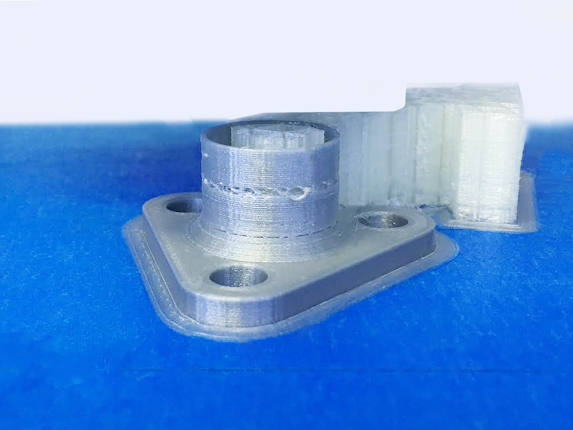
Situation Particulars |
Eradicating helps is troublesome attributable to fused assist materials with the preliminary half layers and sometimes ends in pitted preliminary layers as soon as helps are eliminated |
|
Trigger 1 |
No hole or layer top offset between assist layer and preliminary half layer |
|
Recommended Options 1 |
|

|
Beneath extrusion, e.g. not extruding sufficient plastic or inadequate materials |
|
|
Instance Picture / Graphic |
|
|
Situation Particulars |
Beneath extrusion is recognized by “silky” residue or gaps between extrusion traces or layers |
|
Trigger 1 |
Printer settings for filament measurement is inaccurate |
|
Recommended Options 1 |
|
|
Trigger 2 |
Filament extrusion temperature is simply too low |
|
Recommended Options 3 |
|
|
Trigger 3 |
Nozzle or extruder could also be clogged or not correctly calibrated |
|
Recommended Options 3 |
|

|
Grinding filament and/or extruder motor skipping |
|
|
Instance Picture / Graphic |
|
|
Situation Particulars |
Noise from the feed motor makes a grinding or clicking sound |
|
Trigger 1 |
Warmth creep from the extruder that creates a “bulb” on the finish of the filament between the gear and the extruder |
|
Recommended Options 1 |
|






|
Infill displaying on exterior of print |
|
|
Instance Picture / Graphic |
|
|
Situation Particulars |
Infill construction is seen on the highest, backside or sides of a printed half |
|
Trigger 1 |
Infill reveals on high or backside surfaces attributable to inadequate variety of high/strong backside layers or incorrect layer speeds |
|
Recommended Options 1 |
|
|
Trigger 2 |
Infill reveals on facet surfaces attributable to inadequate variety of perimeters or an excessive amount of infill overlap |
|
Recommended Options 2 |
|
[ad_2]